




辊印式饼干成型机它是生产油脂含量高的酥性饼干的主要成型方法之一。辊印成型生产桃酥、米饼干等品种更为适宜。因此,辊印成型机又称为饼干桃酥两用机。辊印成型也有其局限性,它不能适应多品种的生产。这种设备在我国目前应用广泛,特别是中小型企业更是普遍,因为该设备占地面积小,产量比同等大小的冲印机高30%~50%,且没有冲印成型那样大的噪声,运转时无冲击震动。辊印成型的方法为:面团调制完毕后,即置于加料斗中,在喂料槽辊及花纹辊相对运转中,面团首先在槽辊表面形成一层结实的薄层,然后将面团压入花纹辊的凹模中,花纹辊中的饼坯受到包着帆布的橡胶辊的吸力而脱模,饼坯便由帆布输送带送入烤炉网带或钢带上。此种成型方法的特点是没有头子,省略了许多机械动作及质量管理上的麻烦。
结构组成
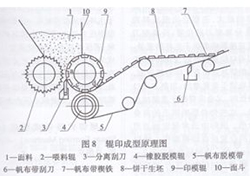
成型机构、生坯输送带、传动系统、机架等。成型脱模机构是辊印饼干机的关键部件,它由喂料辊2、印模辊9、分离刮刀3、帆布脱模带5及橡胶脱模辊4等组成。各构件间相对位置如图8所示。喂料辊与印模辊分别由齿轮传动而相对回转,橡胶脱模辊则借助于紧夹在两辊之间的帆布脱模带所产生的摩擦,由印模辊带动进行与之同步的回转。喂料辊:材料TH200厚壁管,表面看开沟槽,改善进入条件;印模辊:筒体材料HT200,表面加工模槽;印模:材料H62r聚碳酸酯,黏结在筒体槽内;橡胶脱模辊:辊芯表面滚花。
适用加工高油脂的酥性饼干。
辊印式饼干成型机有两种类型:第一种是直接进入网带(钢带)式;另一种是落烤盘式饼干桃酥两用机。前一种成型机的产量大,配合网带(钢带)炉直接进入烘烤,热损失也小。后一种成型机必须经烤盘,配套链条炉使用,热损失大,但使用、组合较为灵活。
工作原理
饼干机工作时,喂料辊2与印模辊9在齿轮的驱动下相对回转。面斗10内的酥性面料1依靠自重落入两辊表面的饼干凹模之中。以后由位于两辊下面的分离刮刀3将凹模外多余的面料沿印模辊切线方向刮落到面屑接盘中。印模辊旋转,含有饼坯的凹模进入脱模阶段,此时橡胶脱模辊4依靠自身形变将粗糙的帆布脱模带5紧压在饼坯底面上,并使其接触面间产生的吸附作用,大于凹模光滑内表面与饼坯间的接触结合力。因此,饼干生坯便顺利地从凹模中脱出,并由帆布脱模带转入生坯输送带上。
特点
加工酥性饼干,凸形花纹;运动平稳连续,无冲击,无振动,结构简单,无余料(实际有余料,余料被压的很紧被刮刀分离后,由喂料辊带回),不需余料输送、分拣机构。整机结构简单、紧凑,操作方便,成本较低。但这种机型的适用面不宽,不能生产韧性和苏打饼干类的产品。

注意事项
①有一定的进料面带厚度。厚度太小,印的花纹或制品外形不丰满;厚度过大,会使辊子的压力增加,在进口堆料;
②要求印模的材质具有抗黏着能力,表面应光洁,防止与面带的粘连;
③面带不能过硬,使脱模困难;也不能过软,造成食品的粘连;
④要求撒有充足的干粉。
影响辊印成型的因素
①喂料辊与印模辊的间隙:喂料辊与印模辊之间的间隙随被加工物料的性质而改变,加工饼干的间隙在3-4mm间,加工桃酥类糕点时需做适当的放大,否则会出现反料现象;
②分离刮刀的位置:分离刮刀的位置直接影响着饼干生坯的重量。当刮刀刃口位置较高时,凹模内切除面屑后的饼坯面略高于印辊辊表面,使得单块饼干重量增加;当刮刀刃口位置较低时,又会出现饼干重量减少的现象。这些势必影响饼干的商业销售价值。国际中通常规定刮刀刃口合适的位置应在印模辊中心线以下3-8mm处。中国标准规定为2-5mm;
③橡胶脱模辊的压力:橡胶脱模辊对印模辊所施压力的轻重也对饼干生坯的成型质量有一定影响。若橡胶辊压力过小,则可出现坯料粘模现象;若压力过大,又会使成型后的饼坯成为后薄前厚的楔形,严重时还可能在生坯后侧边缘产生薄片状面尾。因此,对橡胶脱模辊调整要以在顺利脱模的前提下,尽量减小压力为原则。




